Houtbehandeling
Onderstaande Tabel geeft een overzicht van de milieu-impact bij diverse behandelingspocessen van hout, voor gebruik in gebruiksklasse 1, 2 en 3. Productemissies naar bodem, water en lucht, het afvalprobleem en het energieverbruik worden besproken, enerzijds tijdens het verduurzamingsproces, anderzijds uit vers behandeld hout op de werf.
Tabel: Milieu-impact bij houtbehandeling voor toepassing in GK 1, 2 en 3 (Jacobs en Dijkmans, 1998(a))
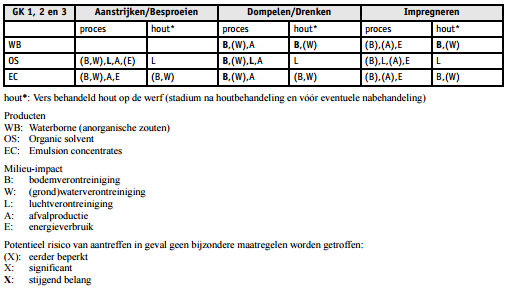
Deze tabel laat toe om de diverse milieuaspecten rond houtverduurzaming groepsgewijs te bespreken. Horizontaal worden de milieuknelpunten per productcategorie teruggevonden, vertikaal per verduurzamingstechniek. Naast de proces-product gerelateerde effecten kunnen echter ook typische milieuaspecten voor specifiek behandeld hout uit de tabel gedistilleerd worden.
Bespreking per productcategorie
-
Watergedragen producten (anorganische zouten en emulsies) kunnen omwille van hun chemische aard als gevolg van accidenten, lekken, afdruipen, e.d., bodem- (en eventueel grondwater)verontreiniging veroorzaken. In geval anorganische koperzouten kunnen koperuitlogingen optreden.
-
Solventgedragen producten kennen een geringer risico op bodem- (en grondwater) pollutie - met uitzondering van accidentele verontreinigingen - maar dragen bij tot VOS-emissies op de werf.
Bespreking per verduurzamingstechniek
-
Oppervlaktebehandelingen zoals besproeien en aanstrijken kunnen indien toegepast zonder randvoorzieningen, gemakkelijk aanleiding geven tot bodem- en eventueel vervolgens waterverontreiniging. De hedendaagse spuitcabines en sproeitunnels, zoals industrieel/professioneel gebruikt, kunnen echter als semi-gesloten systemen beschouwd worden, waarbij alle verliesproduct wordt verzameld voor hergebruik. Eenzelfde redenering wordt gevolgd voor het aanstrijken van hout. Indien grond- of vloerbescherming wordt toegepast, is dergelijke bron van verontreiniging nagenoeg onbestaande. Volledigheidshalve dient hier echter aan toegevoegd te worden dat dergelijke randvoorzieningen intrinsiek leiden tot verontreinigd afval. Een mogelijke oplossing hiervoor zijn de spuitcabines en sproeitunnels waar een reworksysteem hergebruik van het opgevangen verduurzamingsmiddel toelaat. Ditzelfde ‘automatisch’ proces heeft echter een milieukeerzijde in de energiekost. Bovendien wordt nogmaals gewezen op het VOS-emissie probleem bij gebruik van solventproducten, ongeacht de behandelingstechniek, naast aërosolvorming typisch voor besproeiing.
-
Bij dompel- en drenktechnieken, respectievelijk geassocieerd met kortere en langere dompeltijden van het hout in de vloeistof, wordt over de gehele lijn van producten eenzelfde milieu-impact vastgesteld (met uitzondering van het supplementaire luchtprobleem bij gebruik van organische solventen). Het risico op bodem- en eventueel vervolgens waterverontreiniging wordt als reëel ingeschat wanneer een minimale afdruiptijd van behandeld hout boven de drenkbak niet wordt gerespecteerd. Hier bieden eenvoudige infrastructurele ingrepen, zoals een druiprek op verharde ondergrond, eventueel met vergaarbak en terugvloeisysteem, een nuttige en milieuvriendelijke oplossing voor dit vaak voorkomend probleem. Daarnaast biedt het installeren van een overloopbeveiliging bij drenkbakken een bijkomende milieubescherming. Voor solventgedragen producten kunnen min of meer gesloten drenkbakken overwogen worden, evenals het voorzien van een luchtfilter in de drenkhal. Ook de vorming van (product)afval is een te vermelden uitstroom bij dompeltechnieken.
-
Impregnatietechnieken (diepimpregnatie) zijn heden de meest gesofisticeerde verduurzamingsprocessen; automatische sturing en procescontrole maken inherent deel uit van de techniek. In optimale omstandigheden worden dan ook weinig milieuproblemen vastgesteld. Waar de ketel-randvoorzieningen echter niet geïntegreerd zijn, zoals noodzakelijk bij het openen van de keteldeur en het uitrijden van de trollies (verharde ondergrond!), gelden echter dezelfde opmerkingen als in de drenkstations. Indien gebruik gemaakt wordt van solventgedragen producten dient inherent de VOS-problematiek vermeld te worden. Net als voor de andere geautomatiseerde processen is ook hier de milieukeerzijde de energiekost van de behandeling, naast slibvorming in de ketel.
Bespreking van vers behandeld hout
Met stijgende productretentie is in hout een grotere hoeveelheid product voorhanden met potentieel uitlogingsgevaar, indien geen product-hout interactie plaatsgrijpt. Vloeistofopnames per productcategorie en gebruiksklasse variëren echter danig met de productsamenstelling en met het type behandeling. Het gedrag van de diverse producttypes in hout kan echter wel samengevat worden en is mede bepalend voor het milieuprofiel van vers behandeld hout.
De actieve bestanddelen uit solventgedragen producten vereisen een minimale tijdspanne om zich vast te zetten in hout; het solvent (VOS) blijft echter nog enige tijd naverdampen uit vers behandeld hout.
Aangezien in emulsies dezelfde types actieve componenten voorkomen, vindt hier eveneens een relatief snelle interactie met hout plaats, zij het dat het uitdrijven van water als dragervloeistof beduidend trager gebeurt dan bij solventgedragen producten. Met uitzondering van het afdruipen van overtollige vloeistof in een fase direct na de behandeling worden echter geen productverliezen uit behandeld hout meer vastgesteld naar bodem, water of lucht.
Anders is het gesteld met anorganische zouten. Metaalionen vereisen een welbepaald temperatuur-tijd regime om zich te kunnen fixeren in hout. Vers behandeld hout blijft dus onderhevig aan uitloging van actieve stoffen in de heersende omstandigheden, nog in de hand gewerkt door beregening. Ook hier bieden opslag onder afdak en op verharde ondergrond gedurende de eerste dagen na behandeling, zoals voorgeschreven in de technische goedkeuring (