Werking van de machine tijdens de verschillende processtappen
In deze paragraaf wordt de werking van een 5de generatiemachine besproken tijdens de verschillende processtappen die deel uitmaken van het reinigingsproces:
- De reinigingsstap;
- De droogstap;
- De terugwinning van het oplosmiddel.
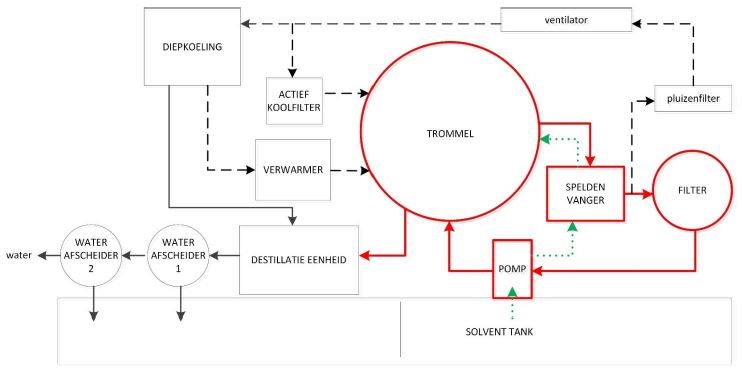
Figuur: Schema van de reinigingsstap van het droogkuisproces
Bovenstaande figuur toont het schema van de reinigingsstap in een 5e generatie droogkuismachine. Het oplosmiddel bevindt zich in de solventtank. Met behulp van een pomp wordt het oplosmiddel uit de solventtank gehaald. De pomp stuurt het oplosmiddel via de speldenvanger en filter naar de trommel waar het textiel zich bevindt (groene pijlen). De trommel wordt door een buitentrommel omgeven, zodat er geen oplosmiddel kan vervliegen of naar buiten vloeien. In de trommel wordt het textiel gemengd met het oplosmiddel om onzuiverheden van het textiel te verwijderen. Het oplosmiddel doorloopt vervolgens tijdens het reinigingsproces de volgende onderdelen van de reinigingsmachine (rode pijlen):
- De trommel, waarin het te reinigen textiel zich bevindt;
- De speldenvanger, die door een zeef grof vuil (knopen en naalden) opvangt;
- De filter, die het kleinere, niet oplosbare, vuil uit het reinigingsbad zeeft;
- De pomp, die zorgt voor de circulatie van het oplosmiddel tijdens de reinigingsfase.
De effectiviteit van de filter bepaalt in belangrijke mate de kwaliteit van de reiniging (vermijden van vergrauwing). Deze filters kunnen bestaan uit patronenfilters, aanslibfilters, centrifugerende filters of ecologische filters (Bron: persoonlijke communicatie Sinclean, 2018):
- Patronenfilter: dit is geen regenereerbare filter en moet na verzadiging afgevoerd worden als afval. Deze filter is bijgevolg duur in gebruik. Deze filter wordt in sommige gevallen nog gebruikt, eventueel als extra kleurenfilter.
- Aanslibfilter:de filter wordt aangeslibd met filterpoeder en eventueel actief koolpoeder. Na elke reinigingsbeurt wordt het filterpoeder en pigmentvuil van de filter afgeschud. Alvorens de volgende lading kleding te reinigen wordt de afgeschudde laag terug aangeslibd op de filter om een goede menging te bekomen van het filterpoeder en het pigmentvuil. Na 12 reinigingsbeurten moet de filterkoek afgevoerd worden naar de destillatie-eenheid en moet er nieuw filterpoeder aangebracht worden. Deze filter is sterk verouderd en wordt in de praktijk niet meer toegepast.
- Centrifugerende filter: de schijven van deze filters worden aangeslibd met filterpoeder en eventueel actief koolpoeder. Na een aantal reinigingsbeurten, wanneer de filterdruk een druk van 1,2 kg/m² bereikt, wordt de vervuilde filterkoek van de schijven verwijderd door het centrifugeren van de filterschijven. Deze filterkoek wordt afgevoerd naar de destillatie-eenheid. Het filtrerend oppervlak is veel groter dan bij de aanslibfilter waardoor deze tot 3 keer langer meegaat. Enkele oudere machines werken nog met deze filter, naar schatting 2 à 3 % van het totale machinepark.
- Ecologische filters: deze filters zijn schijvenfilters en werken zonder filterpoeder. De schijven bestaan uit een fijn weefsel dat het pigmentvuil filtert. Na elke reinigingsbeurt wordt de filter gereinigd en gaat het vuil naar de destillatie-eenheid. Dit gebeurt volledig automatisch. Het grote voordeel is dat het minder afval produceert en minder tijd vraagt. Het nadeel is dat er geen actief koolpoeder kan toegevoegd worden om het oplosmiddel te ontkleuren en vergrauwing tegen te gaan (Dit is wel mogelijk bij een aanslibfilter of centrifugerende filter). Daarom wordt soms een tweede filter geplaatst om het oplosmiddel te ontkleuren. Gezien deze filter enkel gebruikt wordt voor de ontkleuring, is de gebruiksperiode veel langer dan hierboven beschreven. Ongeveer 95 % maakt gebruik van een ecologische filter al dan niet aangevuld met een filter met filterpoeder en actief koolpoeder of met een patronen filter.
Volgens de huidige wetgeving is een regenereerbare filter (aanslibfilter, centrifugerende filter of ecologische filter) verplicht voor droogkuismachines.
Op het einde van het reinigingsproces wordt het oplosmiddel naar de destillatie-eenheid gepompt en de kleding gecentrifugeerd om het resterende oplosmiddel uit de kleding te verwijderen. Daarna kan het drogen beginnen.
De tijdsduur van de reinigingsstap is afhankelijk van het soort oplosmiddel, het type kleding en de hoeveelheid vervuiling. Een typische reinigingscyclus bij een PER machine duurt 8-15 minuten. Bij machines die koolwaterstofoplosmiddelen gebruiken kan dit oplopen tot meer dan 25 minuten omwille van de tragere oplosbaarheid van de verontreinigingen in het oplosmiddel (bv. olievlekken).
Er kan ook een reinigingsversterker toegevoegd worden aan het reinigingsproces. Dit gebeurt aan de hand van een automatisch doseersysteem.
Tijdens de droogstap wordt het oplosmiddel dat nog in de kleding is achtergebleven, door middel van verwarmde lucht, verdampt. Deze verzadigde lucht wordt langs de speldenvanger en pluizenfilter door een ventilator naar de diepkoeling gevoerd waar het oplosmiddel condenseert en vervolgens naar de destillatie-eenheid wordt gevoerd (zie onderstaande figuur). De lucht wordt opnieuw verhit en naar de trommel geleid om zo de droogcyclus te hernemen. Deze cyclus wordt herhaald tot het einde van het droogproces.
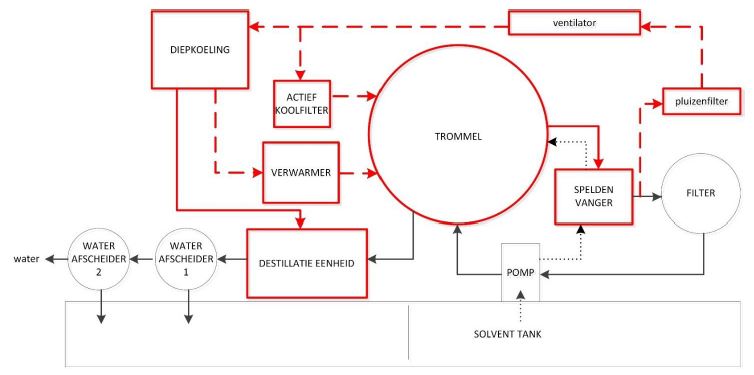
Figuur: Schema van de droogstap van het droogkuisproces
Bij PER machines met een interne actief koolfilter wordt de drooglucht vervolgens nog over deze actief koolfilter geleid om het resterende oplosmiddel uit de drooglucht te halen. Bij PER machines zijn er dus twee fases in het droogproces:
- Fase 1 diepkoeling: verwijderen en recupereren van het oplosmiddel uit het textiel door middel van warme lucht en diepkoeling.
- Fase 2 actief kool filter: verwijderen van resterende PER uit de drooglucht door middel van een interne actief koolfilter.
Het droogproces van multisolventmachines bestaat enkel uit de eerste fase aangezien de alternatieve oplosmiddelen minder vluchtig zijn en een interne actief koolfilter bijgevolg geen of beperkte meerwaarde heeft op de reductie van deze oplosmiddelen uit de drooglucht.
Gezien de hogere vluchtigheid van PER, is de droogcyclus bij PER machines over het algemeen korter dan bij andere oplosmiddelen.
Om emissies naar de lucht tot een minimum te beperken, is er een vergrendeling van de laaddeur tot het einde van het droogproces. De bepaling van het einde van het droogproces is gelinkt aan de twee fasen hierboven beschreven en kan op meerdere manieren gebeuren:
- Fase 1 diepkoeling:
-
Vooraf ingestelde tijdslimiet op de machine: afhankelijk van het gekozen programma en/of gekozen textielsoort wordt de droogtijd bepaald (= vooraf geprogrammeerde periodes). Bij een correct gebruik en onderhoud van de machine is het textiel voldoende droog en zit er nog weinig oplosmiddel in het textiel en/of de droogtrommel. Echter in geval van bijvoorbeeld overbelading is het textiel onvoldoende droog in de vooropgestelde tijd en zijn er nog hogere concentraties oplosmiddel aanwezig in het textiel en de droogtrommel. Ook vragen bepaalde types textiel een langere droogtijd dan andere. Voor een goed droogproces moet rekening gehouden worden met volgende aspecten: een juiste sortering van het wasgoed, de juiste keuze van programma en een optimale belading van de machine. Kennis en ervaring van de ondernemer is hierbij zeer belangrijk, evenals de nood aan een erkende opleiding. In droogkuisbedrijven waar een snelle service gegarandeerd wordt, kan de belading en de samenstelling erg variëren waardoor de keuze van het programma niet evident is.
-
Droogsensor: deze detecteert de aanwezigheid van vloeistof in het luchtkanaal na de condensatie van de luchtstroom (diepkoeling). Wanneer er geen condens meer is, droogt de sensor op. Zodra deze laatste volledig droog is, volgt er nog een vaste veiligheidstijd alvorens het einde van het droogproces bereikt wordt. Hierdoor garanderen de fabrikanten dat de emissies een bepaalde grenswaarde kunnen bereiken. Ze benadrukken dat dit onder de voorwaarde is van een goed onderhoud en correct gebruik van de machines. Leveranciers geven aan dat de droogsensor bij nieuwe machines bijna standaard wordt ingebouwd gezien de beperkte extra investering bij nieuwe machines. Uit een enquête uitgevoerd door VLABOTEX (2018) blijkt meer dan 80% van de installaties te beschikken over een droogsensor, bij de machines jonger dan 15 jaar bedraagt dit zelfs 92%. Het gebruik van een droogsensor garandeert dat de droogfase voldoende lang aangehouden wordt ongeacht de ladingshoeveelheid en het type textiel. Over de al dan niet aanpasbaarheid van de gevoeligheid van de sensor bestaat geen eenduidig antwoord.
-
Fase 2 actief koolfilter:
-
Vooraf ingestelde droogtijd: de drooglucht wordt gedurende een voorafingestelde tijd over de actief koolfilter geleid. Indien het textiel voldoende gedroogd is in fase 1, zal de tijd over de actief koolfilter voldoende zijn om een voldoende lage PER concentratie te bereiken. Bij gebruik van een droogsensor in fase 1, is het textiel in principe steeds voldoende droog alvorens over te gaan naar fase 2.
-
Meetsysteem voor het bepalen van de concentratie oplosmiddel in de drooglucht (Duits systeem): Het Duits meetsysteem meet de concentratie van PER in de droogtrommel en hanteert de grenswaarde van 2 g/m³ PER in de drooglucht om de vergrendeling van de laaddeur op te heffen. Fabrikanten geven aan dat elke fabrikant zijn eigen systeem ontwikkeld heeft. Ilsa bijvoorbeeld geeft aan dat hun systemen steeds uitgerust zijn met een meting van PER buiten de machine en in de actief koolfilter. Niet alle fabrikanten verkopen deze meters, bijvoorbeeld Firbimatic verkoopt deze meters niet. De meerprijs van dit systeem bedraagt 5.000-10.000 euro. Critici geven aan dat het meetsysteem in de praktijk ook vaak wordt losgekoppeld om de droogtijd te verkorten.
Na het reinigen en drogen is het gebruikte oplosmiddel vervuild met opgeloste stoffen. De vaste stoffen werden reeds gedurende het reinigingsproces afgescheiden in de speldenvanger en de filter.
Om het gebruikte oplosmiddel terug te winnen wordt het opgeloste vuil verwijderd door destillatie in een eenheid die geïntegreerd is in de droogkuismachine.
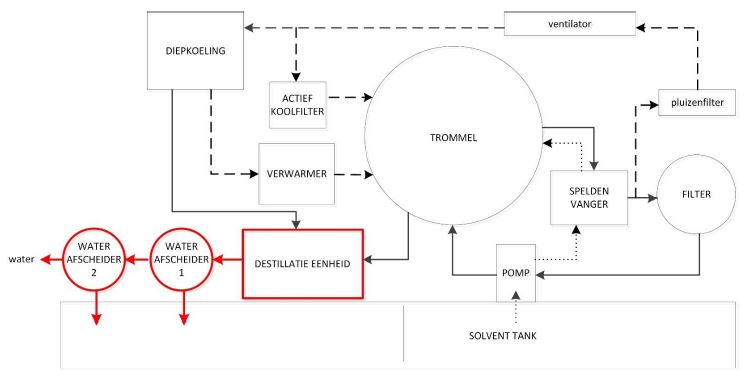
Figuur: Schema van het terugwinnen van het oplosmiddel bij het droogkuisproces
Hierbij wordt het vuile oplosmiddel tot koken gebracht en blijven de opgeloste stoffen als een destillatieslib achter. Om het oplosmiddel in de destillatietank te verwarmen, kan stoom of elektriciteit gebruikt worden. Het destillatieslib wordt opgehaald door een erkend verwerker (bv. Veolia of Suez). In het geval van PER wordt het aanwezige oplosmiddel gerecycleerd en verder opgezuiverd door de erkend verwerker tot herbruikbaar PER. Voor de alternatieve oplosmiddelen vindt er wel een proces van recuperatie plaats, maar zonder verdere opzuivering. Het gerecupereerde oplosmiddel wordt afgevoerd naar de cementindustrie (persoonlijke communicatie Suez, 2017).
Nieuwe machines hebben meestal een continue destillatie, waardoor er altijd met zuiver oplosmiddel gewerkt wordt. Bij kleinere PER machines kan er nog gekozen worden voor een niet-continue destillatie omwille van het energieverbruik van het destillatieproces. Bij dergelijke machines wordt meestal op het einde van de dag éénmalig gedestilleerd. Bij deze werkwijze zal ’s morgens gestart worden met het wit textiel om in de loop van de dag steeds donkerder textiel te reinigen (het oplosmiddel waarmee gereinigd wordt is steeds meer en meer vervuild). Een andere mogelijkheid is werken met twee solventtanken waarbij de ene tank oplosmiddel bevat dat gebruikt wordt voor wit textiel en de andere tank oplosmiddel voor gekleurd textiel. Deze installaties hebben ook twee aparte filters zodat het twee volledig aparte circuits betreft. Hier is het ook mogelijk om te werken zonder een destillatie eenheid en in plaats hiervan gebruik te maken van twee extra kleurenfilters. Bij multisolvent machines wordt er steeds gewerkt met continue destillatie onder vacuüm om het oplosmiddel (met een lagere dampspanning) te laten koken zonder het te beschadigen en/of geuren te creëren.
De dampen die gevormd worden in het destillatieproces bevatten zowel het oplosmiddel als resten van water (azeotrope destillatie). Het water is afkomstig uit de kledij en uit toegevoegde zeepproducten. Deze dampen worden vervolgens gekoeld door middel van een open of gesloten koelcircuit. Bij het gesloten circuit wordt er gebruik gemaakt van een koeltoren op het dak voor de koeling van het water. Een open circuit maakt gebruik van leidingwater om te koelen. Het water wordt hierna geloosd. Gemengde bedrijven kunnen dit (verwarmde) water gebruiken voor hun natreiniging wat hun een besparing aan energiekosten oplevert. Na condensatie van de dampen wordt het oplosmiddel en het water van elkaar gescheiden in de waterafscheider door de zwaartekracht. Bij PER, dat zwaarder is dan water, zal het oplosmiddel zich onderaan bevinden. Bij alternatieve oplosmiddelen, die lichter zijn dan water, zal het zuiver oplosmiddel zich bovenaan bevinden. Het oplosmiddel gaat vervolgens terug naar de solventtank voor hergebruik en het water wordt in een tweede waterafscheider (in serie met de 1e waterafscheider) opgevangen voor een verdere zuivering van het water. Bij de nieuwste modellen wordt er soms gebruik gemaakt van 3 waterafscheiders (Bron: persoonlijke communicatie bedrijfsbezoeken, 2017).
De factoren die invloed hebben op het scheidingsproces zijn:
- Temperatuur: de scheiding van het oplosmiddel en het water is efficiënter bij lagere temperaturen; bij hogere temperaturen zal de scheiding maar gedeeltelijk optreden.
- Tijd: er is voldoende tijd nodig voor de volledige scheiding van het oplosmiddel en het water; te snel aanvullen van de waterafscheider zorgt voor onvoldoende scheiding.
- Grootte van de waterafscheider: bij een te kleine waterafscheider is er onvoldoende tijd voor een volledige scheiding van het water en het oplosmiddel.
Het afgescheiden water, contactwater genoemd, bevat nog steeds een zekere hoeveelheid oplosmiddel en mag in principe als dusdanig niet geloosd worden. In geval van PER wordt het contactwater in sommige droogkuisbedrijven verder gezuiverd met één of meerdere actief koolfilters, om het resterende gehalte aan PER te reduceren, en nadien geloosd. Andere bedrijven laten het contactwater ophalen door een erkend verwerker. Het contactwater van de alternatieve oplosmiddelen werd bij de bezochte bedrijven (in het kader van deze studie) steeds opgehaald. Volgens een enquête uitgevooerd door VLABOTEX (2018) laat ongeveer de helft van de bedrijven hun contactwater ophalen door een erkend verwerker. Dit blijkt ook uit de resultaten van het bodempreventie- en bodembeheersplan van 2015. Het contactwater wordt meestal opgevangen in een bidon en vervolgens afhankelijk van de toepassing overgegoten in een groter vat (ophaling) of aktief koolfilter (lozen).