Beschrijving van het proces/de processtappen - Bekleden of veredelen van plaatmaterialen
Het bekleden of het veredelen van plaatmaterialen heeft als doel de plaatmaterialen mooier te laten ogen, alsook de chemische en de mechanische weerstand ervan te verbeteren.
Onderstaande tabel toont de belangrijkste grondstoffen bij het veredelen of het bekleden van plaatmaterialen, nl. drager- en bekledingsmateriaal (fineer, kunststoffen, lakken) en lijm.
Tabel 1: Overzicht van de verschillende drager- en bekledingsmaterialen en lijmensoorten bij het bekleden van plaatmaterialen (Jacobs et al., 2003)
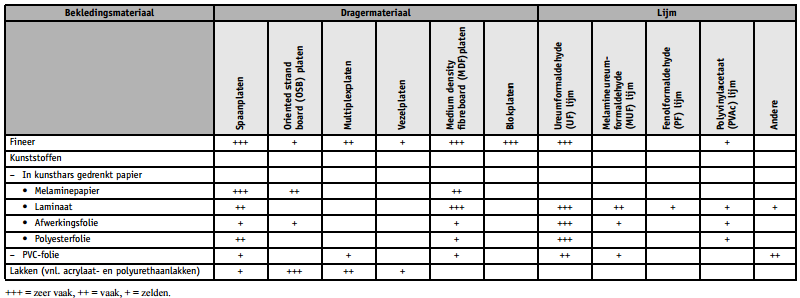
De dragermaterialen die worden toegepast zijn vnl. spaanplaten en medium density fibreboard (MDF) platen. In een aantal gevallen worden ook andere plaatmaterialen als dragermateriaal gebruikt.
Er kan onderscheid worden gemaakt tussen verschillende typen van bekledingsmaterialen:
-
fineer
Fineer zijn dunne bladen van hout die worden verkregen door het schillen (schilfineer) of het snijden (snijfineer) van hout. Bij de vervaardiging van schilfineer draait de stam rond en wordt er een mes tegen gedrukt (het vervaardigen van schilfineer kan vergeleken worden met het scherpen van een potlood). Bij de vervaardiging van snijfineer beweegt het vaak kleinere stuk hout op en neer tegen een mes. Gezien het esthetische aspect komen enkel bomen van zeer goede kwaliteit (nl. lange, rechte bomen met weinig fouten) in aanmerking voor de vervaardiging van fineer. Hout van de eik, de es, de esdoorn, de kerselaar, … kunnen worden ingezet. Voor de bekleding van plaatmaterialen wordt vrijwel uitsluitend snijfineer gebruikt.
-
kunststoffen
-
in kunsthars gedrenkt papier
Het papier dient als drager en dekt de ondergrond (optisch) af. Het papier moet enerzijds goed impregneerbaar en anderzijds goed bedrukbaar zijn.
Bij de kunstharsen kan onderscheid worden gemaakt tussen kunstharsen voor impregnatie en kunstharsen voor afwerking. Als impregneerharsen worden thermoharders als ureumformaldehyde (UF), melamineformaldehyde (MF), fenolformaldehyde (PF), … gebruikt. Als afwerkingsharsen worden melamineureumformaldehyde (MUF), polyurethaan (PU), acrylaat, polyester, … gebruikt.
De belangrijkste folies zijn:-
melaminepapier
Melaminepapier is papier dat gedrenkt is in gemodificeerd melamineformaldehyde (MF) hars. Onder druk en bij een verhoogde temperatuur zal de melamineformaldehyde uitvloeien en zal het papier zich hechten op het dragermateriaal. -
laminaat
Laminaten zijn platen opgebouwd uit verschillende lagen in melamine- en fenolformaldehyde (PF) hars gedrenkte papieren. Onderscheid kan worden gemaakt tussen:- hoge druk laminaten (HPL-platen). HPL-platen hebben zeer goede chemische en mechanische eigenschappen door de vervaardiging onder hoge druk (7 N/mm²). Hun dikte varieert van 0,5 - 2,5 mm. Meer en meer kunnen deze platen eenmalig nagevormd worden.
-
continu vervaardigde laminaten (
CPL -platen).CPL -platen worden bij een lagere druk vervaardigd, waardoor zij niet de chemische en mechanische eigenschappen van de HPL-platen hebben. Zij zijn evenwel goedkoper en goed navormbaar.
-
afwerkingsfolies
Bij de afwerkingsfolies wordt onderscheid gemaakt tussen:-
decor- en grondfolies
Bij decor- en grondfolies wordt ureumformaldehyde (UF) als hars gebruikt. Bij decorfolies wordt vóór de impregnatie met ureumformaldehyde een decor aangebracht. Grondfolies dienen als grondlaag voor het aanbrengen (gieten) van lakken. -
finishfolies
Finishfolies zijn opgebouwd uit eenzijdig gegladde papieren die met ureumformaldehyde (UF) en acrylaat worden geïmpregneerd, waarna, met walsmachines, een afwerkingslaag wordt aangebracht. Soms wordt met speciale drukwalsmachines een structuur aan de papieren gegeven. -
voorimpregnaten
Voorimpregnaten zijn folies die gedrenkt zijn in een mengsel van melamine- en acrylaathars. Na de impregnatie worden de folies bedrukt, en vervolgens afgelakt.
-
decor- en grondfolies
-
polyesterfolies
Bij polyesterfolies worden de lagen papier in polyester(lakken) gedrenkt. Polyesterfolies zijn zeer flexibel en daardoor uitermate geschikt voor navorming.
-
melaminepapier
-
PVC-folie
De bekleding van plaatmaterialen met PVC-folie gebeurt door het aanbrengen van een reeds ‘klevende’ folie op het dragermateriaal of door het belijmen (bv. met polychloropreenlijm (contactlijm)) van het dragermateriaal, waarna de folie erop wordt aangebracht (bv. met een rollenpers). De persdruk en -duur zijn afhankelijk van de lijmsoort.
-
in kunsthars gedrenkt papier
-
lakken
Sommige platen worden voorzien van lak om ze te beschermen tegen vocht/water, verkleuring … om te decoreren of als grondlaag voor verdere afwerking. Voor het lakken van spaanplaat wordt veelal een acrylaathars dat droogt o.i.v. UV-straling of een onverzadigd polyester hars gebruikt.
Op melaminepapier na, wordt het bekledingsmateriaal door verlijming onder druk en bij verhoogde temperatuur op het dragermateriaal aangebracht. Als lijmsoorten worden hoofdzakelijk ureumformaldehyde (UF) lijm en melamineureumformaldehyde (MUF) en in mindere mate polyvinylacetaat (PVAc) lijm gebruikt. Voor het verlijmen van laminaten en PVC-folie komt ook polychloropreenlijm (contactlijm) in aanmerking. Voor de afwerking van kanten (in kantenaanlijmmachine) wordt vnl. smeltlijm gebruikt.
De werkwijze en de procesvoorwaarden (druk, temperatuur, tijd) zijn verschillend naargelang het type en de kwaliteit van de materialen, de kwaliteit van de lijm en de verwerkingsomstandigheden.
Bekleden met fineer
Voorbehandelen van drager en voorbereiden van fineer
Het dragermateriaal moet een fijn geschuurd, vlak en zuiver oppervlak hebben. Indien nodig wordt aan beide zijden van de plaat bijgeschuurd, dit om de symmetrie te behouden. De vochtigheid van het fineer is bij voorkeur 6 - 8%. De vochtigheid van het dragermateriaal is bij voorkeur 8% met een tolerantie van 2%. De juiste symmetrie en de juiste vochtigheid zijn belangrijk om te vermijden dat de plaat achteraf krom trekt. Om dezelfde reden worden beide zijden van de plaat meestal met hetzelfde fineer (houtsoort, schil- of snijfineer, fineerdikte) bekleed. Eventueel wordt het fineer in twee lagen aangebracht. De onderste laag (het ‘blindfineer’) zorgt hierbij voor het opvangen van de spanningen tussen drager en fineer. De fineerstroken hebben de afmetingen van de boomstam waaruit zij zijn gesneden. Bovendien kan het hout afwijkingen (barsten, kwasten, verkleuringen) vertonen. Deze afwijkingen worden verwijderd of hersteld. De fineerstroken worden vervolgens met een fineervoegmachines aan elkaar gezet. Op de voeg tussen de fineerstroken wordt een lijmdraad in zigzag beweging aangebracht. Als lijm wordt vnl. ureumformaldehyde (UF) lijm gebruikt. De lijmvoeg wordt bij het persen uitgevlakt en zo onzichtbaar. Daarnaast worden fineerstroken ook stomp aan elkaar gezet met polyvinylacetaat (PVAc) lijm.
Lijm aanbrengen
De lijm wordt met een lijmwalsmachine op het draagmateriaal in een dunne, gesloten laag aangebracht (tot 120 g/m²). Naargelang het fineren koud of warm gebeurt, wordt ureumformaldehyde (UF) lijm, melamineureumformaldehyde (MUF) lijm of polyvinylacetaat (PVAc) lijm gebruikt. In de praktijk wordt veelal de voorkeur gegeven aan ureumformaldehyde (UF) lijm omwille van een lager risico op barsten en breken van het fineer. Aan de lijm wordt zetmeel als indikkingsmiddel toegevoegd.
Persen
Na het aanbrengen van de lijm worden fineer en drager, koud of warm (meestal) geperst in een doorlooppers of soms ook in een meeretagepers. De open tijd, de perstemperatuur en de perstijd moeten op elkaar zijn afgestemd. Bovendien moet de persplaat volledig egaal zijn en overal dezelfde temperatuur hebben.
Afwerken
Na het persen en het afkoelen van de plaat worden de kanten van de plaat gezuiverd van lijmresten en geschuurd. Indien nodig worden de kanten eveneens voorzien van fineer. Hiertoe worden de platen naar de kantenbelijmingsmachine gevoerd, waarbij fineerstroken met smeltlijm, polychloropreenlijm (contactlijm) of polyvinylacetaat (PVAc) lijm op de kanten wordt gelijmd. Het deel van de fineerstrook dat de breedte van de kant overschrijdt, wordt mechanisch verwijderd.
Bekleden met kunststof (in kunsthars gedrenkt papier en PVC-folie)
Voorbehandelen van drager
Alle voorbehandelingen zijn erop gericht een goede hechting van het bekledingsmateriaal te bekomen en krom trekken van de plaat te vermijden.
Bij het bekleden van plaatmateriaal met melaminepapier zijn er geen voorbehandelingen nodig.
Bij het bekleden van plaatmateriaal met laminaat worden de diverse materialen (drager, bekleding en lijm) samen in een ruimte geplaatst (15 - 18 °C, relatieve vochtigheid 50 - 65%), zodat zij eenzelfde vochtgehalte verkrijgen. Bovendien wordt het dragermateriaal bekleed met een tegentrekfolie. Deze folie dient om de spanningen tussen dragermateriaal en bekleding op te vangen.
Bij het bekleden van plaatmateriaal met folies (afwerkings-, polyester- of PVC-folies) is klimatiseren niet nodig. Wel moet het oppervlak van de folie gezuiverd worden van olie-, vet- en andere vlekken m.b.v. oplosmiddelen. Verder kan een tegentrekfolie nuttig zijn om omvorming door onevenwichtige bevochtiging van de plaat te voorkomen.
Indien nodig wordt het dragermateriaal bijgeschuurd en ontstoft.
Tabel 2: Overzicht van de verschillende voorbehandelingen bij het bekleden van plaatmaterialen met kunststoffen (Jacobs et al., 2003)

Lijm aanbrengen
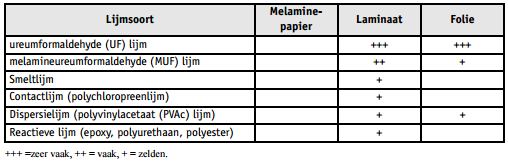
Bij het bekleden met folies (afwerkings-, polyester- en PVC-folies) en laminaat wordt de lijm met een lijmwalsmachine gelijkmatig op beide zijden van het dragermateriaal aangebracht. De lijm wordt meestal koud aangebracht. Bovendien kan bij het aanbrengen van folies, de folie i.p.v. het dragermateriaal ingelijmd worden. Diverse lijmsoorten zijn geschikt voor de verlijming naargelang de eisen gesteld aan de toepassing inzake bestendigheid tegen water en temperatuur (onderstaande tabel).
Bij het aanbrengen van melaminepapier is geen lijm nodig. Onder druk en bij een verhoogde temperatuur zal de melamineformaldehyde uitvloeien en zal het papier zich hechten op het dragermateriaal.
Tabel 3: Overzicht van de verschillende lijmsoorten voor het bekleden van plaatmaterialen met kunststoffen (Jacobs et al., 2003)
Persen
Het dragermateriaal en het bekledingsmateriaal worden vervolgens samengebracht in een pers. Het persen heeft tot doel een goede hechting te verzekeren of de harsen te laten uitvloeien en daardoor te laten drogen (melaminepapier). De procesvoorwaarden (open tijd, perstijd, druk, temperatuur) zijn afhankelijk van het materiaal, de lijmsoort (veelal ureumformaldehyde (UF) lijm), alsook van de perstechniek. Onderstaande tabel geeft enkele algemene richtwaarden voor het verlijmen van laminaat bij een temperatuur van 18 - 25 °C en een relatieve vochtigheid van 50 - 60%.
Tabel 4: Richtwaarden voor de verlijming van laminaat (Jacobs et al., 2003)
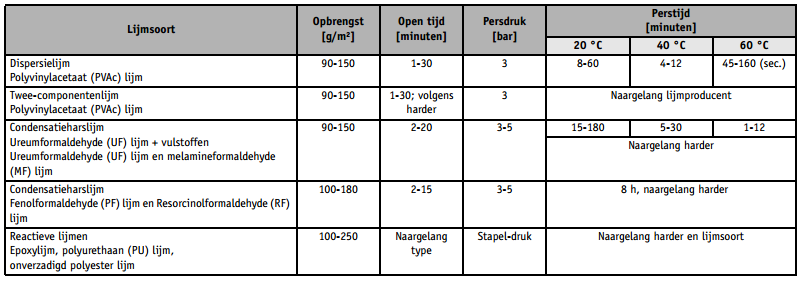
Het persen gebeurt in vlakke persen (één- of meeretage), rollenpersen of doorlooppersen (continu). Vlakke persen geven een egaal oppervlak, maar hebben een lage doorvoersnelheid. Rollenpersen hebben een hoge doorvoersnelheid. Deze persen werken evenwel met een druklijn, waardoor de oppervlakken niet steeds even egaal zijn. Doorlooppersen combineren de voordelen van voorgaande systemen: een hoge doorloopsnelheid en een egaal oppervlak. Niet al te dunne folies kunnen koud verlijmd worden in rollenpersen met polyvinylacetaat (PVAc) lijm. Nadeel van deze techniek is het risico op blaasvorming en spaanzwelling.
Afwerken
De beklede plaat wordt afgekoeld en onmiddellijk op de gewenste maat versneden. De kanten worden indien gewenst afgewerkt met kantenstrips (uit hout, kunststof, melaminepapier, metaal).
Lakken
Voorbereiden
Indien nodig wordt het dragermateriaal eerst geschuurd, dit om een goede hechting van de lak te verzekeren. Indien meerdere lagen worden aangebracht, wordt indien nodig tussen het aanbrengen van de verschillende lagen ook geschuurd.
Lakken
Voor het aanbrengen van de lak wordt meestal gekozen voor walsen of gieten. Deze technieken laten een hoge productiesnelheid toe en hebben een hoog aanbrengrendement (tussen 90 en 98%). Walsen is geschikt voor lagen met een dikte van 20 - 80 g/m². Gieten is enkel geschikt voor lagen met een dikte van meer dan 60 g/m².
Drogen
Het drogen kan m.b.v. verschillende technieken (normale droging, convectiedroging, straaldroging) gebeuren. Doorgaans worden UV-lakken gebruikt. Het drogen gebeurt dan door de inwerking van UV-licht op de foto-initiatoren waardoor de lak droogt.