Speciale voorbehandelingstechnieken
In dit deel worden een aantal specifieke voorbehandelingstechnieken samen-gebracht. Het gaat om technieken met een beperkt toepassingsgebied of om relatief recente technieken.
Door het sterk toegenomen gebruik van watergedragen coatings op kunststof, zijn ook voorbehandelingstechnieken voor kunststof belangrijker geworden.
Procesbeschrijving
Waterig behandelen van kunststoffen
Kunststoffen dienen voorbehandeld te worden, indien daarna gelijmd of gelakt wordt of wanneer een metaaldeklaag op kunststof aangebracht wordt.
De voorbehandeling is vooral nodig bij kunststoffen met een apolair oppervlak zoals de steeds meer gebruikte polyethyleen en polypropyleen (polyolefines), en minder voor polaire kunststoffen. Daarnaast wordt ook een mechanische opruwing zoals insnijden of schuren toegepast. Ten slotte is in veel gevallen een grondlaag (primer) nodig vooraleer de uiteindelijke lijmlaag of coating wordt aangebracht.
Waterige behandelingstechnieken van kunststoffen hebben een of meer van de volgende als doelstellingen:
- reinigen;
- de chemische samenstelling van het oppervlak te wijzigen om het meer geschikt te maken voor de aanhechting van een ander materiaal;
- het vermijden of verminderen van elektrostatische oplading om het aantrekken van stof te beperken;
- aanbrengen op het oppervlak van stoffen die kunnen dienen als startpunt voor de groei van de structuur van de aangebrachte metaaldeklaag (kiemen, nuclei).
Het waterig reinigen van kunststof is besproken in Waterig ontvetten - Procesbeschrijving.
Voorwerpen uit kunststof kunnen ook ondergedompeld worden in een sterk zuur en eventueel ook oxiderend bad. Het doel van de voorbehandeling is het bekomen van een oppervlak waarop lak goed hecht. De behandeling zorgt voor micro-ruwheid en voor het oplossen van bepaalde componenten uit het oppervlak van de kunststof. Omdat de kunststof stukken lichter en flexibeler zijn dan metalen stukken en in veel gevallen ook lichter dan water, is dikwijls een aangepaste apparatuur nodig.
In onderstaande tabel wordt de samenstelling van een aantal procesbaden voor de voorbehandeling van kunststoffen gegeven.
Tabel: Samenstelling van de procesbaden bij het waterig voorbehandelen van kunststoffen
| Procesbad | Toepassing | Opmerkingen |
| Zwavelzuur of natrium-hydroxide, carbonaat, wateroplosbare organische biodegradeerbare solventen (alcohol, glycol derivaten) | Conditioneren: bevochtiging van het oppervlak ter voorbereiding van het bedekken van holtes en voor de goede adhesie van metaallagen | |
| Puimsteen en water | Reinigen van gedrukte schakelingen (of “Printed board circuits”: PCB) | Deze techniek kan beschouwd worden als een fysico-chemische reiniging |
| Waterig mengsel van chroomzuur, zwavelzuur en bevochtigingsmiddel | “Etsen” van kunststoffen | Bij kunststoffen van het ABS-type wordt het gebruikt om het oppervlak te oxideren en de butadieen-component op te lossen met micro-ruwheid als gevolg. |
| Oplossing van tin/palladium chloride in HCl |
Activeren. Aanbrengen van palladiumdeeltjes die als kiemen dienen voor het aanbrengen van een metaaldeklaag |
Enkel gebruikt als deel van de voorbehandeling bij stroomloos aanbrengen van metaal-deklagen op kunststof. |
| Oplossing van hypochloriet (javel) | Glad en slijtbestendig maken van rubber. | Lost ook bepaalde componenten uit het rubber op. |
Vlambehandeling / vlamstralen
Vlambehandeling wordt zowel toegepast bij metalen oppervlakken (hiervoor ook wel vlamstralen genoemd) als bij kunststofoppervlakken.
Onder vlamstralen verstaat men het reinigen van staal door middel van hitte (bv. onder de vorm van acetyleen/zuurstofbranders). Vlamstralen vindt in beperkte mate toepassing bij het verwijderen van walshuid en andere oxyden van staal. De branders bewegen over het oppervlak, en door de hete vlam zal een verschil in uitzetting plaatsvinden tussen het staal en het te verwijderen vuil. Het vuil zal daardoor van het oppervlak afspringen, waarna men het losse vuil wegborstelt. Het nadeel van deze hitte is dat het metaal kan vervormen. Metalen met een dikte van 7 mm of minder kunnen niet op deze manier gereinigd te worden. In de praktijk wordt de techniek nog toegepast op bv. bouwwerven maar nauwelijks of niet in productielijnen.
Bij de vlambehandeling van kunststof wordt het kunststofoppervlak kort in contact gebracht met een aardgasvlam met zuurstofovermaat (zie ook onderstaande figuur Vlambehandeling van kunststoffen). De juiste zuurstofovermaat is een kritische procesfactor en wordt daarom automatisch gestuurd. Het oppervlak wordt in contact gebracht met het buitenste, oxiderend gedeelte van de vlam (Sherman Treaters, 2005). Daardoor worden in de polymeerketens aan de buitenkant van het stuk zuurstofrijke groepen ingeplant.
Ofwel wordt gewerkt met een vaste brander, ingebouwd in een productielijn, waarvan de vorm zeer sterk is aangepast aan het te behandelen materiaal. Ofwel wordt gewerkt met een eenvoudige mobiele brander op een robotarm of met manuele bediening.
Door de lage investeringskost en de afwezigheid van gevaarlijke stoffen is vlambehandeling de meest populaire voorbehandelingstechniek voor kunststoffen. Voor veel toepassingen is de techniek echter niet bruikbaar, o.a. omwille van vervormingen door de hitte van de vlam of omdat ook niet-zichtbare delen moeten worden voorbehandeld.
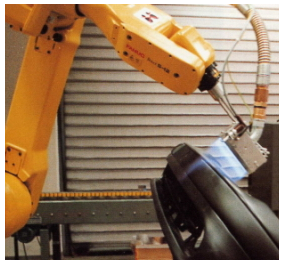
Figuur: Vlambehandeling van kunststoffen
Plasma- en coronabehandeling
Onder deze noemer vallen behandelingen met een gas dat gedeeltelijk in de vorm van ionen en radicalen aanwezig is. Doorgaans zal men in deze context de term plasma gebruiken indien de ionen in het gas opgewekt worden door radio- en microgolffrequentie (in range 40 kHz - 2,5 Ghz). Bij corona is een koude elektrische ontlading de techniek om de ionen in het gas te creëren.
Het proces verloopt veelal in vacuüm, maar soms ook in atmosferische toepassing.
Er is een heel breed gamma aan plasmabehandelingen.
Sommige toepassingen zijn gericht op het aanbrengen van een deklaag. De voornaamste toepassingen van plasma voor het aanbrengen van metaaldeklagen zijn besproken in de BBT Metaalbewerking; specifieke combinaties van hoge temperatuursbehandelingen met plasma zijn besproken in Plasmatechniek.
Andere zijn te beschouwen als een voorbehandeling en hebben als doel om het oppervlak klaar te maken voor een volgende bewerking. Bij metalen oppervlakken kan het gaan om een eindreiniging voor de verwijdering van oxyderesten of resten van organische vervuiling. Bij kunststofoppervlakken kan het gaan om reinigen of om het wijzigen van de oppervlaktespanning. Plasmareinigen vindt vooral toepassing bij high-tech toepassingen met zeer strenge eisen naar zuiverheid (bv. bij micro-elektronica, medische toepassingen) (ACMS, 2005; Kolzer, 2005; Materia, 2005).
Het gas waarin plasma wordt gemaakt is afhankelijk van het type toepassing.
Plasmareinigen
Wanneer het accent ligt op ontvetting of sterilisatie, dan wordt eerder een inert gas gebruikt zoals stikstof (N2) of argon (Ar). Eventueel wordt een kleine hoeveelheid zuurstof of een ander reactief gas toegevoegd die reageert met de te verwijderen verontreiniging, die dan wordt omgezet tot een vluchtige stof die met het plasma wordt afgevoerd. Indien het accent ligt op het verwijderen van oxides, dan wordt waterstof toegevoegd, om de oxides te reduceren.
Plasma-activeren
Om met een plasma het oppervlak van de kunststof geschikt te maken voor hechting van een laklaag, lijm, metaaldeklaag, hechting aan een metaal, enzovoort, wordt veelal een plasma met toevoeging van zuurstof gebruikt. Hierbij worden polymeerketens aan het oppervlak doorbroken en/of worden hierop verbinding zoals -OH, -C=O, -COOH gevormd. Hierdoor verbetert de hechting door een combinatie van wijzigen van de oppervlaktespanning en het aanbieden van functionele groepen die chemisch aan de goede hechting kunnen bijdragen.
Ook andere functionele groepen kunnen ingeplant worden, door aan het gas kleine hoeveelheden andere stoffen zoals vluchtige organo-silicium verbindingen, organo-halogenen, ... toe te voegen.
Wijzigen van het oppervlak
Een plasma- of coronabehandeling kan simultaan voor één of enkele van de volgende doelen gebruikt worden (ACMS, 2005):
- het oppervlak polair maken of een hogere oppervlaktespanning meegeven, zodat lijmen en lakken beter hechten of zodat er een betere bevochtiging is;
- de polymeerketens aan het oppervlak met elkaar laten reageren (crosslinking);
- het oppervlak reinigen van oppervlakkig vuil zoals vingerafdrukken, ontmallings-reagenten, enz.;
- het oppervlak steriel maken;
- het oppervlak gasdicht maken bv. het verhinderen of zeer sterk verlagen van diffusie van zuurstof doorheen een PET- of PE-film of -verpakking, zodat dergelijke verpakkingen goedkoper worden en veel gemakkelijker recycleerbaar.
Een kunststof die met een plasma voorbehandeld is, behoudt enkele weken of maanden de gewenste oppervlakte-eigenschappen. Daardoor vindt het ook toepassingen als eindbehandeling, bv. bij toepassingen in medische of laboratoriumomgeving, bij de inktcontainers van balpennen, bij vezels die in composieten worden ingezet.
In vergelijking met klassieke technieken zoals waterige baden of vlambehandeling vergt een corona- of plasmabehandeling een zwaardere investering. Die blijkt in veel gevallen verantwoordbaar door lagere werkingskosten en verbeterde kwaliteit. Momenteel worden plasmabehandelingen vooral toegepast bij kleinschalige toepassingen met hoge kwaliteitseisen bv. elektronica of medische toepassingen.
Behandeling met UV en/of ozon
Een minder courante techniek van kunststofoppervlakken is de voorbehandeling met UV en/of ozon. Zowel het doel als de resultaten (effecten) van deze behandelingen zijn vergelijkbaar aan deze van plasma- en coronabehandeling (zie ook Behandeling met UV en/of ozon; OAI, 2005).
Er bestaan verschillende behandelingstypes (Society of Plastic Engineers, 2005; Vasile & Seymour, 2000), waarbij het werkstuk in één van de volgende omgevingen wordt gebracht:
- enkel met UV (al dan niet in combinatie met lucht);
- UV/lucht/ozon;
- enkel met ozon.
Gedurende de behandeling met UV-licht, worden UV-fotonen geabsorbeerd door het kunststofoppervlak. Er wordt aanbevolen om te werken met een golflengte < 254 nm (Xenon, 2005).
Er zijn twee absorptiemechanismen nl. onder de vorm van warmte en een ander, waarbij elektronen in atomen aan het oppervlak geëxciteerd worden. Polymeren worden in deze optiek ondergebracht in 2 verschillende categorieën (Vasile & Seymour, 2000):
- zwak absorberende polymeren, zoals bv. PE en PP: waarbij fotothermische processen (thermische degradatie) domineren, waardoor het kunststofoppervlak mogelijks kan smelten, wat doorgaans niet de bedoeling is;
- sterk absorberende polymeren, zoals bv. PVC en PS, waarbij fotochemische processen domineren, waardoor wijzigingen in chemische samenstelling, oppervlakte-energie, reactiviteit, etc. kunnen ontstaan.
In het geval van PP blijkt dat de voorbehandeling efficiënter verloopt bij de combinatie UV/lucht/ozon, dan in enkel met UV/lucht of ozon (Vasile & Seymour, 2000).
Ozon wordt gevormd door de reactie van zuurstof (O2) in lucht met UV-straling, waardoor de zuurstofmolecule gesplitst wordt tot 2 zuurstofatomen. Deze sterk reactieve zuurstofatomen kunnen vervolgens met een zuurstofmolecule O2 reageren tot ozon (O3). Ozon kan ook ter plaatse aangemaakt worden uit lucht of zuurstofgas, door speciale toestellen met coronaontlading.
Anderzijds kunnen UV-fotonen ook reageren met O3 en zodoende actieve zuurstofatomen vormen die het kunststofoppervlak kunnen oxideren.
Fluorbehandeling
De meest gekende toepassing van behandeling van kunststoffen met fluor is de behandeling van kunststof brandstoftanks en verpakkingen waardoor deze ondoorlatend worden voor koolwaterstoffen en solventen.
Daarnaast wordt fluorbehandeling ook toegepast op polyethyleenvezels (waardoor deze in gewapend beton als alternatief voor staal gebruikt kunnen worden) of voor de behandeling van kunststofoppervlakken die gelijmd of gelakt moeten worden.
De behandeling gebeurt door het stuk in een lucht/fluor, een zuurstof/fluor of een stikstof/fluor mengsel te brengen, bij een druk van ca. 0,5 bar. Een dunne oppervlaktelaag (~10 nm) wordt gewijzigd door een uitwisseling van waterstofatomen met fluoratomen uit het gas (Air Products, 2005).
Laserreinigen
Laserreinigen vindt toepassingen bij zeer gevoelige oppervlakken. voornaamste toepassingsgebied is conservering of restauratie van kunstwerken.
Het reinigingseffect is dat vuildeeltjes onder invloed van de laserstraal zeer lokaal sterk opwarmen en loskomen van het oppervlak. Het effect kan versterkt worden door vooraf te bevochtigen met water dat door de laserstraal explosief verdampt en daardoor het vuil losmaakt.
Droogijsstralen
Bij dit proces wordt het stuk bestraald met korrels CO2-ijs (koolzuurijs, “droogijs”) op ca. -80°C. Daardoor treden drie effecten simultaan op:
- een zeer dunne buitenlaag van het stuk, waarop de te verwijderen vervuiling aanwezig is, koelt zeer sterk af; daardoor wordt de vervuiling brosser en kan de vervuiling eventueel krimpen ten opzichte van het substraat;
- mechanisch aanstralen;
- loskomen van de vervuiling door de explosieve verdamping van de CO2 op het oppervlak.
De losgekomen vervuiling valt met de resten CO2-korrels langs het stuk. Na verdamping van de CO2 blijft het vuil achter zonder vermenging met andere componenten.
Indien de mechanische impact van de korrels ongewenst is, kan een variante met CO2-sneeuw toegepast worden; hierbij is het tweede effect nl. aanstralen van ondergeschikt belang. Deze uitvoeringsvorm is tevens goedkoper.
Een installatie omvat een straalunit, een aantal straalnozzles, een productie-installatie waarin vloeibaar CO2 (aangeleverd in flessen of bulk) wordt omgezet tot korrels. Daarnaast zijn ook afzuiging en perslucht nodig. Soms volstaat een klassiek perslucht-systeem op 5 à 6 bar zoals dat op veel bedrijven aanwezig is; in sommige gevallen is een specifieke machine nodig op een hogere druk, bv. 10 bar.
Droogijsstralen kan voor voornamelijk manueel uitgevoerde reinigingen een alternatief zijn voor waterig ontvetten (bv. hogedrukreiniger) of reinigen met solventen. Zie Vermijden van waterig ontvetten door toepassing van een droge methode (stralen, droog ijs, laserreinigen,...).
Vloeibaar of superkritisch CO2
Bij hoge druk (~50 bar) gedraagt CO2 zich als een vloeistof met goede eigenschappen als oplosmiddel. Het kan grote hoeveelheden koolwaterstoffen en andere verontreinigingen opnemen. Herwinnen van het CO2 kan heel eenvoudig door de druk te verlagen en de CO2 te verdampen en vervolgens terug te comprimeren.
Het blijkt niet zo eenvoudig is om een praktische en betrouwbaar werkende machine op punt te stellen bij deze hoge drukken en dat de speciale eigenschappen van deze stof aankan.
Superkritisch en ook subkritisch vloeibaar CO2 laten toe om een zeer zuivere oppervlak te verkrijgen bij een breed gamma aan substraten een organische verontreinigingen. Het toepassingsgebied overlapt met dat van het klassieke dampontvetten en kan eventueel als een alternatief hiervoor beschouwd worden. Zie Overschakelen op vloeibaar of superkritisch CO2 als solvent.
Milieuaspecten
Water
Er ontstaat afvalwater ontstaat bij:
- het waterig behandelen van kunststoffen in de vorm van spoelwater en door verworpen baden met chemische stoffen zoals vermeld in bovenstaande tabel en met BZV/CZV afkomstig van de kunststof.
- indien gaswassing wordt toegepast op afgasstroom van fluoridebehandeling: fluoriderijk afvalwater ontstaat.
Lucht
Luchtemissies ontstaan bij:
- vlambehandeling: rookgassen van acetyleen, aardgas of LPG-vlam;
- ozonbehandeling: overmaat ozon;
- fluorbehandeling: afgasstroom met HF en F2, die uiteraard zorgvuldig nabehandeld moet worden. Gaswassing is hierbij de meest gebruikte techniek.
- in het geval van plasmabehandeling met toevoeging van bepaalde gassen: beperkte emissie van deze gassen.
Energie
Vlam-, plasma-, corona-, UV- en ozonbehandeling reinigingstechnieken met CO2 vergen telkens energie.
Afval
Bij de meeste technieken die hierboven zijn besproken ontstaat geen afval of is het afval beperkt tot enkel de verwijderde verontreiniging zonder bijmenging van andere stoffen. Er ontstaat afval bij:
- afvalwaterzuiveringsslib, in geval van waterige voorbehandeling van kunststoffen
- beladen kalk, in geval van afgasbehandeling door adsorptie van fluoride op kalk bij fluoridebehandeling.
| Milieuvriendelijke techniek | Technische aspecten | Milieuaspecten | BBT | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bewezen | Interne veiligheid | Kwaliteit | Globaal - technisch | Waterverbruik | Afvalwater | Lucht | Bodem | Afval | Energie - elektriciteitsverbruik | Chemicaliën | Globaal - milieu | Economisch | ||
- Legende
- --Zeer negatief effect
- --/-Negatief tot zeer negatief effect
- -Negatief effect
- --/0Mogelijk zeer negatief effect
- -/0Mogelijk negatief effect
- -/+Enerzijds negatief, anderzijds positief effect
- -/0/+Mogelijk posifief en negatief effect
- 0/+Mogelijk positief effect
- 0/++Mogelijk zeer positief effect
- +Positief effect
- +/++Positief tot zeer positief effect
- ++Zeer positief effect
- XBelangrijkste milieuaspect
- ?Onbekend
1 Altijd
2 Altijd
3 Altijd
4 Voorafgaand aan een metaallaag is een hele reeks waterige bewerkingen nodig; er is weinig of geen meerwaarde om slechts één enkele natte voorbehandelingsstap uit de hele reeks uit te schakelen en zelfs deze stap is technisch niet gekend op praktijkschaal. Voorafgaand aan lakken, lijmen, bedrukken enz. is dit wel mogelijk en technisch ook goed gekend. Een weinig milieubelastende waterige reinigingsstap (stof verwijderen, ontvetten, ...) is in sommige gevallen toch nodig.
5 Beoordeling gemaakt voor discontinu thermisch verzinken.
6 Techniek nog onvoldoende bewezen.
7 Zeer grootschalige techniek; goed gekende technologie maar niet beschikbaar in schaalgrootte die bruikbaar is in deze sector. Indien toch toegepast is investering extreem zwaar in vergelijking met milieu- of financiële baten.
8 Altijd
9 Altijd
10 Altijd