Thermische bewerkingen
Procesbeschrijving
Overzicht
Thermische behandelingen ook warmtebehandeling genoemd zijn specifieke metallurgische behandelingen met als doel metalen, meestal ijzer- en staallegeringen en daarnaast ook non-ferrometalen, bepaalde gewenste eigenschappen te geven.
In de meeste gevallen wordt gestreefd naar een verhoging van de sterkte-eigenschappen (treksterkte, vloeigrens, hardheid). Thermische bewerkingen kunnen ook toegepast worden om andere eigenschappen te verbeteren zoals vervormbaarheid, ductiliteit en verspaanbaarheid.
De thermische behandelingen kunnen onderverdeeld worden in twee groepen:
- Behandelingen in de massa waarbij men de eigenschappen tot in de kern van het stuk wenst te wijzigen; de meest toegepaste is kernharden;
-
Behandelingen van de rand (thermische oppervlaktebehandeling) waarbij men enkel de oppervlakte-eigenschappen tot op een zekere diepte wenst te wijzigen.
Binnen deze laatste groep wordt voornamelijk het oppervlakteharden toegepast, dit is het verhogen van de hardheid om bijvoorbeeld de slijtageweerstand te verbeteren, maar in principe kan men ook andere eigenschappen nastreven. Bij het oppervlakteharden wordt dikwijls een onderverdeling gemaakt naargelang het type behandeling. Men onderscheidt:- Fysico-chemische processen waarbij door middel van stoftransport op hoge temperatuur bepaalde chemische elementen in het oppervlak kunnen diffunderen. Meestal gebeuren deze processen vanuit de gasfase doch ze zijn ook mogelijk vanuit de vaste en de vloeibare fase. Ze worden hoofdzakelijk in ovens uitgevoerd;
- Fysische processen waarbij door een externe energietoevoer gestreefd wordt naar een gelijkmatige opwarming van het oppervlak tot boven de hardingstemperatuur zodanig dat na afkoelen een martensitische hardingslaag bekomen wordt. De voornaamste processen zijn vlamharden, inductieharden, laser- en elektronenstraal-harden. Deze processen worden niet in ovens uitgevoerd.
Thermische bewerkingen zijn zeer duidelijk onderscheiden van:
- drogen van stukken of uitharden van een coating op stukken, die typisch bij veel lagere temperaturen doorgaan;
- thermisch reinigen, waarbij het doel is om een doorgaans omvangrijke hoeveelheid vervuiling van organische aard te verwijderen en hierbij de eigenschappen van het behandelde stuk zelf niet te wijzigen.
In dit deel worden de toegepaste technieken volgens uitvoeringsvorm geordend en niet volgens de aard van de behandelde stukken of de doelstelling van de behandeling zoals hierboven afgebakend.
Deze logica wordt door de markt gevolgd: bedrijven beschikken over een bepaalde installatie en zijn in staat om de diverse bewerkingen die in zo’n installatie kunnen toegepast worden ook effectief uit te voeren (eventueel na een relatief beperkte aanpassing aan de installatie). Ook vanuit milieuoogpunt is het logischer om een indeling per type installatie te volgen.
Hetzelfde einddoel (bv. uitgloeien, harden, opkolen, ...) kan bereikt worden in een reeks verschillende installatietypes.
Behalve afschrikken (quenchen) zijn alle thermische bewerkingen langdurige bewerkingen met een cyclustijd van vele uren.
Een thermische oppervlaktebehandeling wordt bijna altijd voorafgegaan door een grondige reiniging (beitsen, ontvetten). Indien er slechts een deel van het stuk behandeld moet worden, kunnen delen van het stuk voorafgaand gecoat worden (pasta’s van koper, elektrolytisch afgezet koper).
Ovens met gecontroleerde atmosfeer
De stukken worden opgewarmd in een kamer die gevuld is met een gas met een bepaalde gecontroleerde samenstelling. Indien het gaat om een loutere kernbewerking, dan wordt doorgaans een neutrale of reducerende atmosfeer gebruikt. Indien het accent ligt op een oppervlaktebewerking, dan wordt het gas in de oven aangepast aan de beoogde oppervlaktewijziging.
Onderstaande tabel geeft een overzicht van de mogelijke bewerkingen en de hierbij toegepaste gasmengsels en condities.
| Bewerking | Doel | Atmosfeer en andere condities indien uitgevoerd in oven met gecontr. atmosf. |
| Ontlaten, spanningsvrij gloeien | Wegnemen van spanningen die in het stuk zijn ontstaan na gieten, lassen, intensieve vervorming, thermisch harden (olieharden) ... | Neutrale stikstof of reducerende stikstof-waterstof atmosfeer. (Wordt aangemaakt door menging van N2 en H2, ofwel door kraken van ammoniak tot 25% N2 / 75% H2-mengsel). |
| Uitgloeien (“annealing”) | Rekristallisatie van de metalen in het stuk. Metaal wordt zachter en beter bewerkbaar. De voornaamste toepassing zijn halffabricaten zoals dungewalste plaat of getrokken draad. |
Atmosfeer : idem. De afkoeling gebeurt geleidelijk onder gecontroleerde atmosfeer of soms in open lucht. Voor staal, T 750 – 1000 °C. Waterstof zorgt voor het wegwerken van oxides van het oppervlak (“bright annealing”) |
| Carboneren (opkolen, cementeren) | In laag van 0,5 – 2 mm het koolstof¬gehalte verhogen, waardoor harder oppervlak verkregen kan worden. | Koolstofrijke atmosfeer: stikstof met toevoegen van methaan ofwel endogas, het H2/CO/methaan mengsel dat ontstaat bij partiële verbranding van aardgas. In plaats van methaan kan ook methanol, propaan, als koolstofbron toegevoegd worden. T 850 – 1000 °C. In veel gevallen gecombineerd met kernharden. |
| Carbonitreren | In oppervlaktelaag C- en N-gehalte verhogen, waardoor harder oppervlak verkregen kan worden. | Idem, maar bovendien ook een stikstof-afgevende component (bv. NH3) in de atmosfeer. |
| Nitreren | In laag van ca. 0,3 mm het stikstof-gehalte verhogen, waardoor een harde slijtvaste laag ontstaat. Soms daarna oxidatie (corrosieweerstand) | Atmosfeer met stikstofafgevende component (bv. NH3). T = 500 – 550 °C. Wordt niet gevolgd door thermisch harden. Soms daarna ook oxidatie (bijmengen van O2). |
| Nitrocarboneren | Idem, maar naast aanrijking met N ook aanrijking met C. | Idem, maar ook een koolstofafgevende component (bv. methaan). Verloopt sneller dan nitreren. |
| CVD (chemical vapor deposition, diffusiecoatings vanuit gasfase) | Vormen van dunne (2 – 10 µm) deklaag van zeer harde legering of keramisch materiaal. | Indien uitgevoerd in ovens, dan doorgaans bij 800 – 1000°C en gevolgd door thermisch harden door afschrikken in olie of lucht.Gewenste metaal wordt in verdampbare vorm in oven gebracht (bv. Ti als TiCl4, ...) al dan niet in combinatie met een N-bron (bv. als TiN het einddoel is) of een C-bron (bv. als TiC de gewenste deklaag is). |
| Diffusiecoatings vanuit vaste fase (pakdiffusie) |
Vormen van deklaag van legering van aangebrachte metaal met het metaal van het stuk. Voorbeelden zijn: Cr (pakchromeren, inchromeren), Al (pakalumineren), C (poeder-carboneren), B (boreren), V (vana-deren), Zn (sherardiseren). Poedercarboneren en sherardizeren worden nog weinig toegepast. |
Het stuk wordt vooraf in een kist ingepakt in metaalpoeder of gecoat met een metaalpoeder ofwel wordt behandeld in een roterende oven die deels met metaalpoeder gevuld is. Bewerkingstemperatuur typisch 100 - 200 °C onder smelttemperatuur van metaalpoeder (Zn, Al) of 800 – 1000 °C. |
Tabel : Bewerkingen in ovens met gecontroleerde atmosfeer
Ovens met gecontroleerde atmosfeer zijn zeer flexibel naar temperatuur, behandelingsduur en atmosfeertypes. Doorgaans is het ook mogelijk om meerdere bewerkingen in één cyclus te combineren.
Figuur: Moderne retortoven voor carboneren van staal
De gebruikte ovens zijn ofwel:
- Kamerovens bestaande uit een kamervormige ruimte die met een deur worden afgesloten meestal in combinatie met een hardingsoven en een oliebad;
- Bandovens bestaande uit een continue band waarop meestal kleine stukken doorheen de oven geleid worden. Op het einde worden deze stukken in een oliebad geworpen voor het harden;
- Putovens (ook retortovens genoemd) bestaande uit een kuipvormige oven waarin de stukken enkel opgekoold worden. Daarna moeten ze in een aparte oven opgewarmd en in olie afgeschrikt worden.
Ovens met vacuüm
In tegenstelling tot de oven met gecontroleerde atmosfeer kan men ook behandelingen uitvoeren waarbij de reactie aan het oppervlak dient vermeden te worden. Bij het opwarmen van ijzerlegeringen in een oven gevuld met lucht ontstaat vanaf 300°C een verkleuring en aantasting van het oppervlak door thermische oxidatie. Teneinde deze aantasting te vermijden wordt ofwel in een beschermatmosfeer, bestaande uit stikstof of een inert gas, ofwel in vacuüm gewerkt.
Het kernharden van staal wordt meestal uitgevoerd in vacuümovens. Kernharden verloopt in drie stappen:
- opwarming van het stuk tot 800 – 1000 °C; het staal neemt hierbij een andere kristalstructuur aan (austenietstructuur);
- zeer snel afkoelen of afschrikken (hierbij wordt deze kristalstructuur als het ware bevroren; het resultaat is martensiet, een veel harder kristal dan de ferriet, wat het normale kristal is bij lage temperatuur);
- ontlaten bij 400 – 500 °C; hierbij worden de interne spanningen die ontstonden bij het afschrikken weggewerkt en wordt de gewenste hardheid in het stuk precies ingesteld.
De opwarming gebeurt onder vacuüm. Doorgaans wordt een hoogvacuüm gebruikt, waarbij metaaloxides ontbinden en zuurstof wordt vrijgesteld.
Voor het afschrikken wordt stikstof onder hoge druk (bv. 5 – 20 bar) in de oven gebracht. In sommige ovens is het mogelijk om onder vacuüm het stuk af te schrikken in olie, doch dit is eerder ongebruikelijk.
Vacuümovens zijn eerder weinig flexibel. Om rendabel te zijn is volcontinue werking nodig en is een voldoende hoeveelheid te harden materiaal nodig. Daarnaast verloopt de warmteoverdracht een stuk trager dan bij andere technieken, zodat vacuümharden voor een aantal staalsoorten niet bruikbaar is.
Ook andere gloeibehandelingen kunnen in principe in een vacuümoven uitgevoerd worden, alhoewel deze meestal in lucht of in onder inerte atmosfeer gebeuren. Binnen de algemene term gloeien wordt, afhankelijk van het gewenste effect op de kristal-structuur, o.a. onderscheiden:
- ontlaten of aanlaten: opwarmen tot max. 500°C na afschrikken in lucht, olie of water teneinde de gewenste hardheid in te stellen;
- spanningsarmgloeien: opwarmen tot 600°C gevolgd door een trage afkoeling om interne spanningen (bv. na gieten, lassen) te verwijderen zonder dat de kristal-structuur verandert;
- zachtgloeien van staal: opwarmen tot net onder de austeniteertemperatuur gevolgd door een trage afkoeling in de oven, waardoor een lage hardheid bekomen wordt;
- normaalgloeien van staal: opwarmen tot de austeniteertemperatuur gevolgd door een gecontroleerde afkoeling waardoor een optimale structuur en hardheid bekomen wordt;
- rekristallisatiegloeien: opwarmen tot boven 600°C maar beneden de rekristallisatie¬temperatuur zodat metalen welke door koudvervorming verhard en bros zijn terug vervormbaar en taai worden;
- homogeengloeien: opwarmen in het austeniteergebied gedurende zeer lange tijd om lokale concentratieverschillen (segregaties) op te heffen.
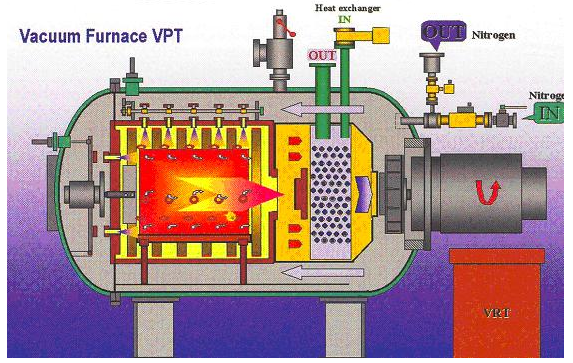
Figuur: Doorsnede van een vacuümoven voor kernharden van staal
Wervelbed
In een wervelbedoven wordt verbrandingsgas met een overdruk door het warmte-overdragend medium bestaande uit zand of korund gestuurd waardoor een turbulent mengsel (fluidized bed) van gas en vaste deeltjes ontstaat. Het te behandelen werkstuk wordt hierin ondergedompeld. Door de sterke beweging van het medium wordt het werkstuk gereinigd (straaleffect) en is er een zeer goede warmteoverdracht.
Het wervelbed laat kernharden toe; het afschrikken gebeurt dan in een oliebad.
Ook andere gloeiprocessen zijn mogelijk. Het is ook mogelijk om in één bewerking het stuk te carboneren; in dat geval wordt aan het gas dat het wervelbed doorstroomt ook metaan of methanol toegevoegd.
Zoutbad
Bij thermische behandeling in zoutbaden worden bepaalde zouten in een oven gesmolten waarna het werkstuk erin wordt gedompeld of gehangen. De gebruikte zouten zijn meestal mengsels van neutrale en actieve producten zoals natriumcyanide, natriumcarbonaat, natriumchloride en bariumchloride.
Een zoutbad is zeer flexibel. De stukken worden gewoon in het bad gedompeld; daardoor is combinatie met andere oppervlaktebehandelingsprocessen mogelijk. De behandelingstijden zijn zeer kort in vergelijking met andere thermische bewerkingen. Doordat het stuk tijdens de behandeling met een zoutfilmpje bedenkt blijft, zijn ongewenste reacties zoals oxidatie of ontkolen niet mogelijk.
Zoutbaden worden in de eerste plaats ingezet voor thermische oppervlaktebehandeling. In principe kunnen zoutbaden gebruikt worden voor de basisbewerkingen zoals kernharden of gloeien, doch dit gebeurt in de praktijk niet meer, tenzij in een gecombineerde behandeling waarbij zowel de kern als het oppervlak behandeld worden.
Volgende behandelingen kunnen onder meer in zoutbaden uitgevoerd worden:
-
Carboneren:
Diffusie van koolstof vanuit een zoutbad van natriumcyanide / natriumcarbonaat / natriumchloride. Wordt nog zeer weinig gebruikt; - Nitreren (Tenifer-proces) (zie hieronder);
-
Opzwavelen of sulfoneren (Sursulf-proces) en sulfocarbonitreren:
Diffusie van koolstof en zwavel. Hiertoe worden zwavelhoudende zouten zoals natriumthiosulfaat of kaliumsulfide aan het zoutbad toegevoegd. Wordt weinig toegepast; - Kernharden in zoutbaden: wordt in Vlaanderen niet meer toegepast.
De precieze samenstelling van de zoutbadmengsels is veelal enkel bekend aan de leverancier ervan.
Het meest gebruikte proces op basis van gesmolten zouten is het zoutbadnitreren ook teniferen genoemd. Een variante is het Quench Polish Quench-proces afgekort als QPQ. Het werkstuk wordt in een eerste zoutbad (TF1) genitreerd bij ca 580°C vervolgens afgekoeld in een tweede bad (AB1) op 400°C en afgeschrikt in water (Q), gepolijst (P) in een trommel gevuld met glasparels en terug in het AB1 bad gebracht en finaal afgeschrikt in water (Q). Door deze laatste behandeling wordt de poreuze nitreerlaag nageoxideerd waardoor de corrosieweerstand aanzienlijk verhoogd. Zoutbadnitreren is in vergelijking met het gasnitreren een zeer reactief en snel proces.
Plasmatechniek
Onder de plasmatechnieken zijn er twee thermische behandelingen te vermelden namelijk het plasmacarboneren en het plasmanitreren ook ionitreren genoemd. Naast het gas- en zoutbadcarboneren en nitreren is plasmacarboneren en -nitreren een veel gebruikte techniek vergelijkbaar met het Physical Vapour Deposition-proces (PVD). Het proces werkt in vacuüm bij 450 – 600 °C. De stukken worden als kathode in een elektrisch hoogspanningsveld geschakeld. Het koolstof- of stikstofhoudend gas wordt in een gesloten ovenreactor geïoniseerd waarbij de gevormde ionen het oppervlak bombarderen en diffusie optreedt. Dunne passivatielaagjes op roestvaste staalsoorten welke belemmerend zijn voor het gasnitreren kunnen met deze techniek verwijderd worden zodat het diffusieproces ongeremd verloopt.
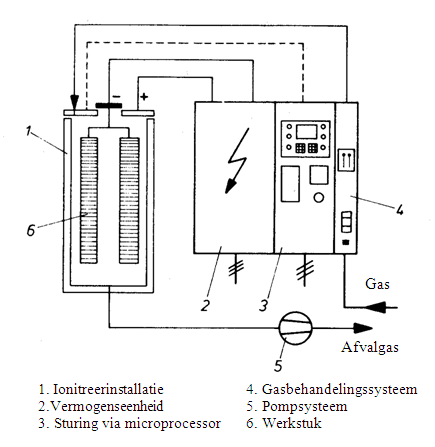
Figuur: Schematisch werkingsplan van een ionitreerinstallatie
Bij het PVD-proces worden onder hoog-vacuüm dunne en harde keramische laagjes via een plasma-ontlading op de stukken afgezet. Hiervoor wordt een anode bestaande uit het deklaagmateriaal gebruikt en geen reactiegas. Zie BBT-studie Metaalbewerking voor een bespreking.
Afschrikken of quenchen
Na het opwarmen tot de hardingstemperatuur (ook austeniteertemperatuur genoemd) voor staal en tot de oplostemperatuur voor aluminiumlegeringen moet het metaal snel afgekoeld worden om het gewenste hardingseffect te bekomen. Men spreekt in dit geval van afschrikken (quenching, trempe).
Al naargelang de hardbaarheid van het staal kan het afschrikken gebeuren in volgende koelmedia, gerangschikt volgens hun afkoelcapaciteit:
- water of polymeeroplossing, naast het kernharden van slecht hardbare stalen ook toegepast bij het vlam- en inductieharden van staal en het oplosharden van aluminiumlegeringen;
- hardingsolie (olieharden);
- lucht of een inert gas.
Hoe meer legeringselementen een staal bevat des te gemakkelijker het gehard kan worden in olie of lucht. De manier van afschrikken beïnvloedt ook het vervormingsgedrag en het optreden van hardingsscheuren.
Bij constructiestaal wordt meestal het olieharden toegepast.
Randharden
Deze technieken behoren tot de fysische processen omdat geen chemische producten gebruikt worden. Men onderscheidt drie technieken:
- Bij het vlamharden wordt het werkstuk of delen ervan door middel van meerdere gasvlammen (zuurstof/acetyleen- of zuurstof/propaan) tot even boven de hardingstemperatuur verhit en direct daarna afgeschrikt met behulp van een waterdouche. Veelal zijn de branders en de douche op één gestel gemonteerd dat zich langs het metaaloppervlak beweegt;
- Bij het inductieharden wordt het werkstuk of delen ervan met behulp van een snel-wisselend elektromagnetisch veld in korte tijd tot de hardingstemperatuur verhit. Dit wisselend velden wekt in het werkstuk zogenaamde inductiestromen op welke het metaal verwarmen. De frequentie van het veld bepaalt de bereikbare diepte. Het vermogen en de verplaatsingssnelheid zijn instelbaar waardoor de hardingsdiepte variabel is. Men kan werken met een vaste specifieke inductor welke de vorm heeft van het te harden oppervlak (omloopharden en slagharden) of met een beweegbare ringinductor in geval van lange cilindrische stukken. Zoals bij het vlamharden gebeurt het harden door een waterdouche. Door de behandeling wordt enkel de rand gehard terwijl de kern ongewijzigd blijft;
- Het ontlaten na inductieharden kan eveneens via inductie gebeuren maar gebeurt meestal in een aparte warmeluchtoven.

Figuur: Inductieharden van een tandwiel
Bij het laser- en elektronenstraalharden wordt zeer lokaal en in zeer korte tijd een hoge energie op het materiaal overgebracht. Het laserharden wordt meestal in lucht of eventueel met een beschermgas uitgevoerd; het elektronenstraalharden gebeurt steeds onder vacuüm. In tegenstelling tot het vlam- en inductieharden wordt geen enkel afschrikmiddel gebruikt omdat de opgewekte warmte zeer snel in de massa afgeleid wordt. Dit self-quenching effect werkt zolang de massa van het werkstuk voldoende groot is. In andere gevallen wordt tijdens het laserharden een bijkomende afkoeling met perslucht voorzien. In tegenstelling met het vlam- en inductieharden is na de behandeling geen ontlaten nodig.
Vooral het laserharden met compacte maar krachtige hoogvermogen-diodelasers wint momenteel aan belangstelling. Het voordeel van deze techniek ligt vooral bij de flexibiliteit voor het randharden van kleine en complexe oppervlakken, de nauwkeurigheid van de hardingszone en de minimale vervorming.

Figuur : Diodelaser gemonteerd op robot tijdens het harden van matrijsranden
Milieuaspecten
Water
- Koelwater: veel installaties van thermische bewerkingen vergen koeling. Die varieert van een beperkte koeling van kritische onderdelen van de installatie tot een omvangrijk koelwatercircuit bij het afschrikken in hoge druk stikstofaftmosfeer bij vacuümharden;
- Koelwater/spoelwater bij zoutbaden: bij het carboneren en nitreren in zoutbaden kan afvalwater vrijkomen indien het gebruikte water voor het afkoelen van hete werkstukken wordt afgevoerd. Dit afvalwater kan verontreinigd zijn met zouten (o.a. cyaniden). Moderne zoutbadbehandelingslijnen werken met een gesloten kringloop;
- Afschrikoplossing: in het geval van vlam- en inductieharden wordt meestal een polymeeroplossing in gesloten kring gebruikt. Dit water bevat na verloop van tijd ijzerionen en ijzeroxide en wordt regelmatig vervangen. Het bevat een zeer hoge CZV (typisch 10% polymeeroplossing) en is ruwweg vergelijkbaar met een koel-emulsie zoals gebruikt bij metaalbewerking;
- Waswater: na afschrikken in olie worden de geharde stukken gereinigd in een alkalisch ontvettingsbad voor de finale ontlaatbehandeling.
Lucht
- Bij de toepassing van hardings- en koelbaden met zouten kunnen zoutdampen vrijkomen in de vorm van nevels/aërosolen;
- Bij de toepassing van hardings- en koelbaden met olie kunnen oliedampen en nevels vrijkomen alsook vluchtige organische stoffen (VOS) als gevolg van kraken of partieel verbranden van de olie;
- Door de verbranding van energiedragers voor het verwarmen van de ovens komen verbrandingsgassen vrij. Rookgassen en procesafgas zijn doorgaans gescheiden van elkaar, tenzij in het geval van een wervelbed;
- Bij behandelingen met een bepaalde gasatmosfeer (ovens, wervelbed) kan dit gas vrijkomen door lekken en bij het openen van de oven. Tevens komt een deel van het gas continu vrij. Bij een wervelbed gaat het om een groot gasdebiet, bij een oven met gecontroleerde atmosfeer om een verwaarloosbaar laag debiet.
Afval
- Bij het harden komen niet meer bruikbare hardingszouten, hardingsoliën en koelolie als gevaarlijk afval vrij;
- Bij het afschrikken in oliebaden kunnen spatverliezen olie verspreiden;
- De olie- en zoutbaden raken verontreinigd met hardingszouten, water, oxidatieproducten enz. Deze verontreinigingen bezinken op de bodem en kunnen als gevaarlijk afval verwijderd worden;
- Bij zoutbadlijnen die in gesloten kringloop werken, komen afvalslibs vrij.
Bodem
Opslag of bepaalde behandelingen van hardingszouten en –olie kunnen aanleiding geven tot bodemverontreiniging indien passende voorzorgsmaatregelen ontbreken.
Geluid
Specifieke verhoogde geluidshinder komt voor bij volgende thermische bewerkingen:
- behandelingen met wervelovens: veroorzaakt door de ventilatoren;
- vlamharden: door de hoge uitstroomsnelheid van de verbrandingsgassen.
Energie
Alle thermische behandelingen vergen veel energie. Het grootste deel van de energie wordt hierbij gebruikt voor de opwarming van de oven en de lading en voor het constant houden van de procestemperatuur tijdens de behandeling. Verder wordt energie verbruikt voor het rondpompen van procesgassen en voor afzuiging. Veel hangt af van de grootte, de isolatie van de ovens en de duur van de behandeling.
Bij vacuümovens vergt het onderhouden van het vacuüm veel elektrische energie; tevens verloopt de warmteoverdracht minder vlot omdat die enkel via straling verloopt.
Diffusieprocessen zoals carboneren en nitreren met gassen zijn zeer energieverslindend omwille van de soms zeer lange behandeling (tot 200 uren).
De meeste ovens werken momenteel op elektriciteit. Er zijn echter nog veel ovens welke met branders op basis van aardgas en stookolie verwarmd worden.
| Milieuvriendelijke techniek | Technische aspecten | Milieuaspecten | BBT | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bewezen | Interne veiligheid | Kwaliteit | Globaal - technisch | Waterverbruik | Afvalwater | Lucht | Bodem | Afval | Energie - elektriciteitsverbruik | Chemicaliën | Globaal - milieu | Economisch | ||
- Legende
- --Zeer negatief effect
- --/-Negatief tot zeer negatief effect
- -Negatief effect
- --/0Mogelijk zeer negatief effect
- -/0Mogelijk negatief effect
- -/+Enerzijds negatief, anderzijds positief effect
- -/0/+Mogelijk posifief en negatief effect
- 0/+Mogelijk positief effect
- 0/++Mogelijk zeer positief effect
- +Positief effect
- +/++Positief tot zeer positief effect
- ++Zeer positief effect
- XBelangrijkste milieuaspect
- ?Onbekend
1 Altijd
2 Altijd
3 Beoordeling gemaakt voor klassieke zoutbadlijn
4 Op voorwaarde dat de verdubbeling in beschikbare capaciteit ook effectief benut kan worden, zoniet is er geen milieuwinst
5 Weliswaar lokaal minder rookgasemissies.
6 Beide technieken staan in praktijk naast elkaar; er is geen milieuvoorkeur
7 Altijd
8 Altijd
9 Altijd
10 Voor nieuwe lijnen is een afvalwatervrije zoutbadlijn te beschouwen als BBT. Voor bestaande lijnen kan de techniek in veel gevallen ook achteraf toegevoegd worden. Evt. is dat om lokale redenen niet mogelijk of was reeds geïnvesteerd in een afdoende waterzuivering; in die gevallen staat de investering niet in verhouding tot de baten en kan de klassieke waterzuivering (zuivering i.f.v. lozing) behouden blijven.
11 Voor nieuwe lijnen is een afvalwatervrije zoutbadlijn te beschouwen als BBT. Voor bestaande lijnen kan de techniek in veel gevallen ook achteraf toegevoegd worden. Evt. is dat om lokale redenen niet mogelijk of was reeds geïnvesteerd in een afdoende waterzuivering; in die gevallen staat de investering niet in verhouding tot de baten en kan de klassieke waterzuivering (zuivering i.f.v. lozing) behouden blijven.
12 Altijd
13 Altijd
14 Altijd
15 Altijd
16 Enkel in uitzonderlijke gevallen, nl. wanneer de emissie onvoldoende beheerst kan worden door toepassing van 4.9.13.
17 BBT bij voldoende schaalgrootte
18 Altijd