Conventioneel pneumatisch spuiten
In de meubelindustrie wordt ca. 44% van de afwerkingsproducten aangebracht met een conventioneel pneumatisch spuitsysteem. In de sector ‘constructie-elementen’ wordt ca. 18% van de afwerkingsproducten aangebracht met een conventioneel pneumatisch spuitsysteem. In de sector ‘plaatmaterialen’ is het percentage van de afwerkingsproducten dat wordt aangebracht met een conventioneel pneumatisch spuitsysteem quasi nihil.
Bij pneumatisch spuiten wordt de lak (vloeistof) buiten het spuitpistool in een snelle luchtstroom (perslucht) verneveld. De lak wordt via een beker (bovenbeker of onderbeker), een drukvat of een leiding van een rondpompsysteem toegevoerd. Conventioneel gebeurt de verneveling o.i.v. een hogedruksysteem met een minimum druk van 2,5 bar aan de ingang. De druk waarmee het mengsel van lak en lucht aan de uitgang van het spuitpistool wordt verspoten, is ongeveer gelijk aan de druk aan de ingang. Het aanbrengrendement van conventioneel spuiten is 30 - 60% volgens Infomil (30 - 50 % volgens Duyck en Truyen, 2005).
Onderstaande figuur geeft de conventionele pneumatische spuitmethode weer.
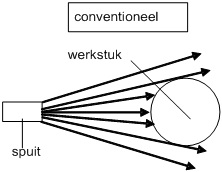

Figuur: Principe van conventioneel pneumatisch spuiten (Jacobs et al., 2003)