Spuiten
De te lakken werkstukken in de sector van de houtverwerking kunnen zeer uiteenlopende vormen aannemen. Door zijn flexibiliteit en zijn matige kosten wordt spuiten zeer vaak toegepast in de sector van de houtverwerking in Vlaanderen. In de meubelindustrie wordt 85% van de afwerkingsproducten gespoten, in de sector ‘constructie-elementen’ wordt 70% van de afwerkingsproducten gespoten. Spuiten wordt zelden toegepast voor het lakken van plaatmaterialen. Voor vlakke platen (twee-dimensioneel) komen technieken als gieten en walsen eerder in aanmerking.
Het algemene principe van spuiten is als volgt ... De lakken worden verneveld in zeer kleine druppeltjes die vervolgens in de vorm van een aaneengesloten laag op het werkstuk samenvloeien. De apparatuur is zo ontworpen dat een continue stroom van lak wordt omgezet in een discontinue stroom van druppeltjes. Dit gebeurt door turbulenties die ontstaan door perslucht, hydraulische of elektrostatische druk.
Wanneer een werkstuk wordt gespoten, komt een gedeelte van de vernevelde lak niet op het werkstuk terecht. Deze ‘overspray’ betekent een financieel verlies en kan problemen voor het milieu en in bepaalde gevallen ook problemen voor de gezondheid van de werknemers veroorzaken. Omwille van de hoge lucht- en vloeistofdruk wordt de verspoten lak van het oppervlak ook deels teruggestoten.
Spuiten kan op verschillende manieren gebeuren. De hoeveelheid ‘overspray’ verschilt naargelang de aanbrengingstechniek en het vakmanschap. De mate van ‘overspray’ wordt aangegeven door de transferefficiëntie (aanbrengrendement). Deze geeft de verhouding weer tussen de hoeveelheid lak die op het te lakken werkstuk terecht komt en de hoeveelheid verspoten lak.
Over het algemeen hebben spuittechnieken een zeer lage transferefficiëntie. Vaak komt slechts 40 - 60% van de verspoten lak op het te lakken werkstuk terecht. Het toevoegen van een elektrostatisch effect kan de transferefficiëntie met 5 à 10% verbeteren. Daarnaast kan ook warm spuiten de transferefficiëntie met 0 - 10% verbeteren.
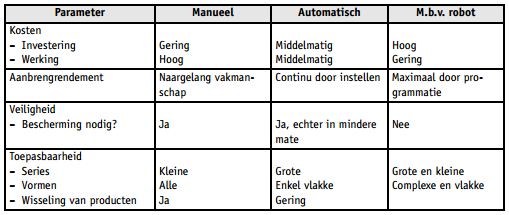
De spuittechnieken kunnen worden onderscheiden volgens de aanbrengings- en de vernevelingstechnieken. De meest courante vernevelingstechnieken zijn conventioneel pneumatisch, airless, air-assisted of airmix en in mindere mate high volume low pressure, elektrostatisch en warm spuiten. Het aanbrengen van lak kan manueel, automatisch of m.b.v. een robot gebeuren. In de sector van de houtverwerking gebeurt het aanbrengen van lakken vnl. manueel. Dit maakt dat de werknemers bij een eventuele aanpassing van de aanbrengingstechnieken voldoende moeten worden opgeleid om tot een optimaal verbruik van lak te komen. Een automatisch spuitsysteem kan worden toegepast wanneer in serie wordt gewerkt. Hierbij gaat het spuitsysteem automatisch een vaste hoeveelheid lak aanbrengen op een vooraf ingestelde oppervlakte. Een robotsysteem kent een grotere flexibiliteit. Via een computersysteem wordt de vorm van het te lakken werkstuk bepaald. De robot zal enkel daar waar het werkstuk zich bevindt, spuiten. In onderstaande tabel worden de drie aanbrengingstechnieken vergeleken.
Tabel: Vergelijking van de verschillende aanbrengingstechnieken voor spuiten (Jacobs et al., 2003)